Model NO.: OEM
Pressure Chamber Structure: Horizontal
Tolerance Grade: 6
Casting Surface Quality Level: 3
Certification: CE, RoHS, ISO 9001:2008
Watt: 30W-200W
Trademark: OEM
Transport Package: Bubble Bag, Carton, Pallets or Wooden Box
Specification: 0.5Kg-13Kg
Origin: Shandong
Model NO.: OEM
Pressure Chamber Structure: Horizontal
Tolerance Grade: 6
Casting Surface Quality Level: 3
Certification: CE, RoHS, ISO 9001:2008
Watt: 30W-200W
Trademark: OEM
Transport Package: Bubble Bag, Carton, Pallets or Wooden Box
Specification: 0.5Kg-13Kg
Origin: Shandong
Â
Brief introduction about high pressure die casting
Die casting is the process where molten metal is injected into a mold under high pressure in the range of 10 - 210 Mpa. This will result in a highly uniform casting with very good surface finish and exceptional dimensional accuracy. Usually this can either eliminate or greatly reduce the machining required to finish the part.We can offer both the cold chamber process and the hot chamber process. In the cold chamber process the metal is ladled into the injection chamber for each shot. There is less exposure of the molten metal to the chamber walls and plunger. This is very useful for aluminum and copper alloys that would easily alloy with iron at elevated temperatures. The hot chamber process has the injection chamber which is connected to the die cavity permanently immersed in the molten metal. The hot chamber process is used for metals of low melting point and high fluidity such as tin and zinc.
The materials that Donrex offers are alloys of aluminum, copper, zinc and magnesium. Zinc castings can be made with thinner wall thickness than aluminum due to high melt fluidity.
We can produce parts from very small to about 50 kg (110lbs ) for aluminum, 10 kg ( 22 lbs ) for magnesium, 80 kg ( 176 lbs ) for zinc and 10 kg ( 22 lbs ) for copper.Â
Minimum wall thickness and draft angles for die castings are as follows
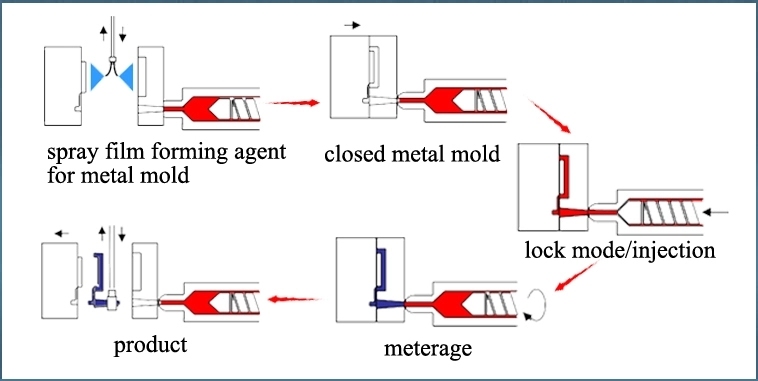
Die casting process:
Production equipments:

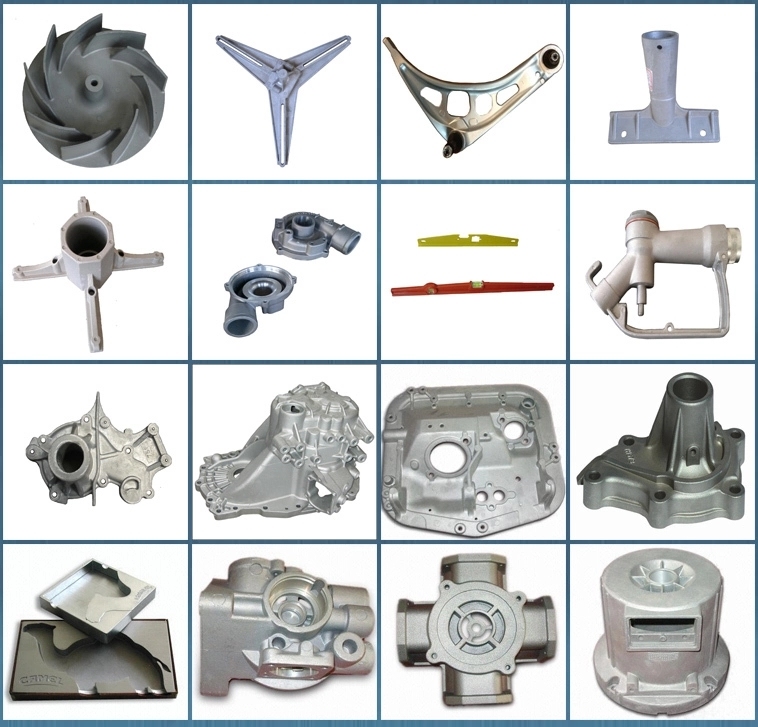
Other products:
Packaging & shipping:

Customers:Â

Our service:
Â
FAQ:
1. Can we get the samples?
Yes, we can supply you the samples for checking our quality within 10-30 days.
2. Can we place a trial order first time?
Yes, we are glad to supply you small trial order, and hope your quantity will be big in future.
3. Can you help us to do the customs clearance of import?
Yes, we can help you to do the customs clearance.
4. What is your lead-time?
With our design, fabrication and manufacturing skills and experience, we can efficiently exceed your expectations and meet the time frame required. However, we guarantee that quality and service are never compromised.
 Die casting is the process where molten metal is injected into a mold under high pressure in the range of 10 - 210 Mpa. This will result in a highly uniform casting with very good surface finish and exceptional dimensional accuracy. Usually this can either eliminate or greatly reduce the machining required to finish the part.We can offer both the cold chamber process and the hot chamber process. In the cold chamber process the metal is ladled into the injection chamber for each shot. There is less exposure of the molten metal to the chamber walls and plunger. This is very useful for aluminum and copper alloys that would easily alloy with iron at elevated temperatures. The hot chamber process has the injection chamber which is connected to the die cavity permanently immersed in the molten metal. The hot chamber process is used for metals of low melting point and high fluidity such as tin and zinc.
The materials that Donrex offers are alloys of aluminum, copper, zinc and magnesium. Zinc castings can be made with thinner wall thickness than aluminum due to high melt fluidity.
We can produce parts from very small to about 50 kg (110lbs ) for aluminum, 10 kg ( 22 lbs ) for magnesium, 80 kg ( 176 lbs ) for zinc and 10 kg ( 22 lbs ) for copper.Â
Minimum wall thickness and draft angles for die castings are as follows
| Material | Min. Thickness | Min. draft angle |
| Aluminum | 0.9 mm ( .035 in ) | 0.5 degrees |
| Zinc alloys | 0.6 mm ( .025 in ) | 0.25 degrees |
| Copper | 1.25 mm ( .050 in ) | 0.7 degrees |
Die casting process:
Production equipments:
Other products:
Packaging & shipping:
Customers:Â
Our service:
Â
| 1. 20 years of manufacturing success in China and exporting experience worldwide |
| 2.Global specialized producer of machined castings. |
| 3. We combine our own resources with some other well-developed factories to fulfill a wide range of contract manufacturing capabilities. Working with one source, saves time and money. |
| 4. Satisfied supplier of 7 big companies from North America and Europe. |
| 5. Low cost mold materials and focus on efficiency offer a cost effective solution to your metal component purchasing requirements. |
| 6. Normal lead times range from 1 to 6 weeks for fully-machined components. |
| 7. Strong capacity to help customers develop new projects. |
| 8. Our sales department is 24 hours available in order to help our customers solve problems quickly. |
FAQ:
1. Can we get the samples?
Yes, we can supply you the samples for checking our quality within 10-30 days.
2. Can we place a trial order first time?
Yes, we are glad to supply you small trial order, and hope your quantity will be big in future.
3. Can you help us to do the customs clearance of import?
Yes, we can help you to do the customs clearance.
4. What is your lead-time?
With our design, fabrication and manufacturing skills and experience, we can efficiently exceed your expectations and meet the time frame required. However, we guarantee that quality and service are never compromised.
Brief introduction about high pressure die casting
Die casting is the process where molten metal is injected into a mold under high pressure in the range of 10 - 210 Mpa. This will result in a highly uniform casting with very good surface finish and exceptional dimensional accuracy. Usually this can either eliminate or greatly reduce the machining required to finish the part.We can offer both the cold chamber process and the hot chamber process. In the cold chamber process the metal is ladled into the injection chamber for each shot. There is less exposure of the molten metal to the chamber walls and plunger. This is very useful for aluminum and copper alloys that would easily alloy with iron at elevated temperatures. The hot chamber process has the injection chamber which is connected to the die cavity permanently immersed in the molten metal. The hot chamber process is used for metals of low melting point and high fluidity such as tin and zinc.
The materials that Donrex offers are alloys of aluminum, copper, zinc and magnesium. Zinc castings can be made with thinner wall thickness than aluminum due to high melt fluidity.
We can produce parts from very small to about 50 kg (110lbs ) for aluminum, 10 kg ( 22 lbs ) for magnesium, 80 kg ( 176 lbs ) for zinc and 10 kg ( 22 lbs ) for copper.Â
Minimum wall thickness and draft angles for die castings are as follows
Die casting process:
Production equipments:
Other products:
Packaging & shipping:
Customers:Â
Our service:
Â
FAQ:
1. Can we get the samples?
Yes, we can supply you the samples for checking our quality within 10-30 days.
2. Can we place a trial order first time?
Yes, we are glad to supply you small trial order, and hope your quantity will be big in future.
3. Can you help us to do the customs clearance of import?
Yes, we can help you to do the customs clearance.
4. What is your lead-time?
With our design, fabrication and manufacturing skills and experience, we can efficiently exceed your expectations and meet the time frame required. However, we guarantee that quality and service are never compromised.
Die casting is the process where molten metal is injected into a mold under high pressure in the range of 10 - 210 Mpa. This will result in a highly uniform casting with very good surface finish and exceptional dimensional accuracy. Usually this can either eliminate or greatly reduce the machining required to finish the part.We can offer both the cold chamber process and the hot chamber process. In the cold chamber process the metal is ladled into the injection chamber for each shot. There is less exposure of the molten metal to the chamber walls and plunger. This is very useful for aluminum and copper alloys that would easily alloy with iron at elevated temperatures. The hot chamber process has the injection chamber which is connected to the die cavity permanently immersed in the molten metal. The hot chamber process is used for metals of low melting point and high fluidity such as tin and zinc.
The materials that Donrex offers are alloys of aluminum, copper, zinc and magnesium. Zinc castings can be made with thinner wall thickness than aluminum due to high melt fluidity.
We can produce parts from very small to about 50 kg (110lbs ) for aluminum, 10 kg ( 22 lbs ) for magnesium, 80 kg ( 176 lbs ) for zinc and 10 kg ( 22 lbs ) for copper.Â
Minimum wall thickness and draft angles for die castings are as follows
| Material | Min. Thickness | Min. draft angle |
| Aluminum | 0.9 mm ( .035 in ) | 0.5 degrees |
| Zinc alloys | 0.6 mm ( .025 in ) | 0.25 degrees |
| Copper | 1.25 mm ( .050 in ) | 0.7 degrees |
Die casting process:
Production equipments:
Other products:
Packaging & shipping:
Customers:Â
Our service:
Â
| 1. 20 years of manufacturing success in China and exporting experience worldwide |
| 2.Global specialized producer of machined castings. |
| 3. We combine our own resources with some other well-developed factories to fulfill a wide range of contract manufacturing capabilities. Working with one source, saves time and money. |
| 4. Satisfied supplier of 7 big companies from North America and Europe. |
| 5. Low cost mold materials and focus on efficiency offer a cost effective solution to your metal component purchasing requirements. |
| 6. Normal lead times range from 1 to 6 weeks for fully-machined components. |
| 7. Strong capacity to help customers develop new projects. |
| 8. Our sales department is 24 hours available in order to help our customers solve problems quickly. |
FAQ:
1. Can we get the samples?
Yes, we can supply you the samples for checking our quality within 10-30 days.
2. Can we place a trial order first time?
Yes, we are glad to supply you small trial order, and hope your quantity will be big in future.
3. Can you help us to do the customs clearance of import?
Yes, we can help you to do the customs clearance.
4. What is your lead-time?
With our design, fabrication and manufacturing skills and experience, we can efficiently exceed your expectations and meet the time frame required. However, we guarantee that quality and service are never compromised.
Flame Ignitor,Gas Spark Igniter,Hot Surface Igniter,Piezo Spark Ignitor
CHANGXING BENNENG GAS APPLIANCE CO.,LTD , https://www.benngas.com